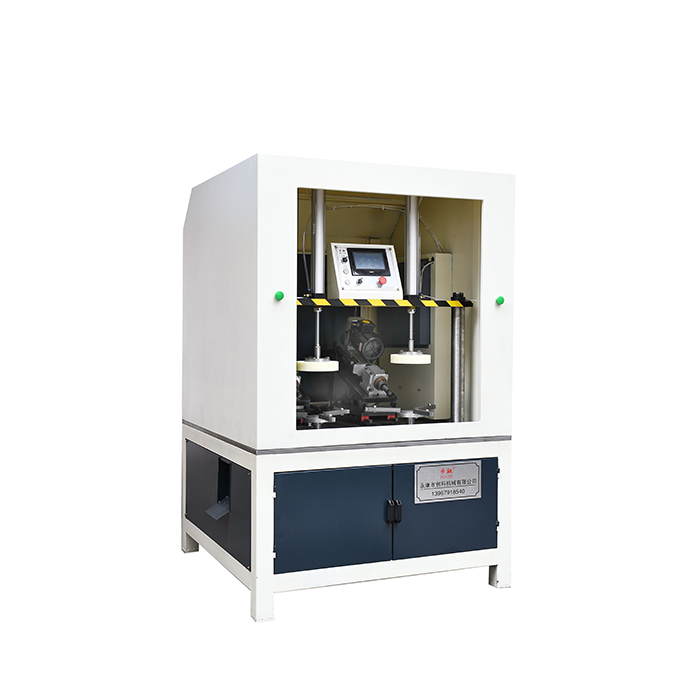
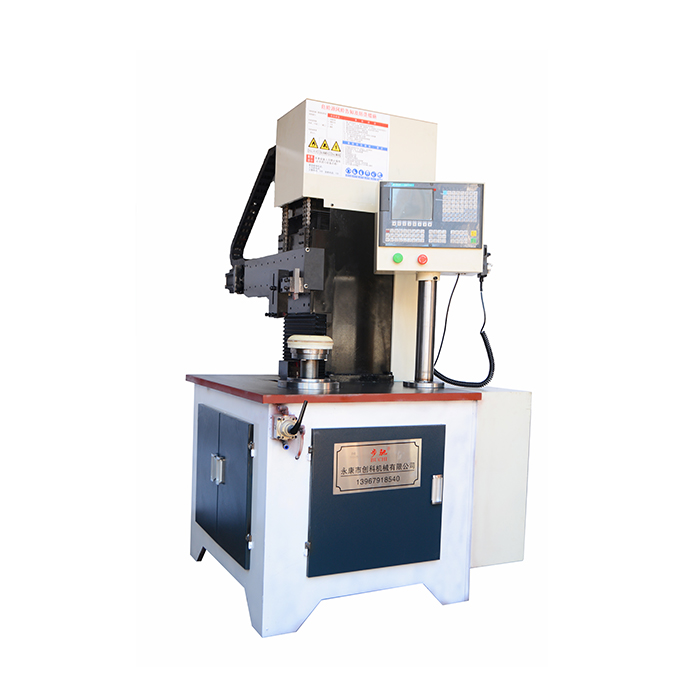
自动卷边机是一种给产品进行卷边的工具是自动会卷边不需要的人为的手动去操作的,它主要是由机架、自动卷边机和自动升降机三种组合而成,最最明显的特质就在于它的机架上面有焊接这螺纹离合器。所以它是一款比较新型的产品,对于人们来说操作很方便,使用起来很是灵活,生产效率也高,所以使用的范围很是广泛
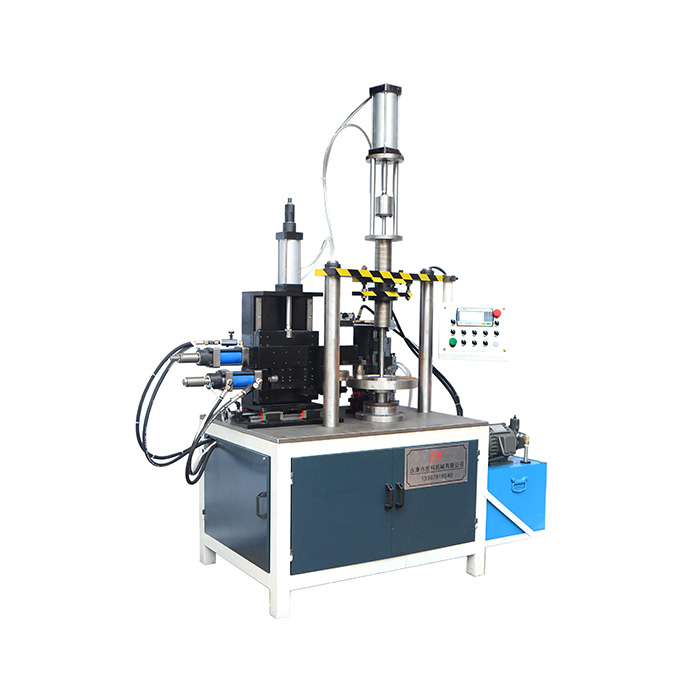
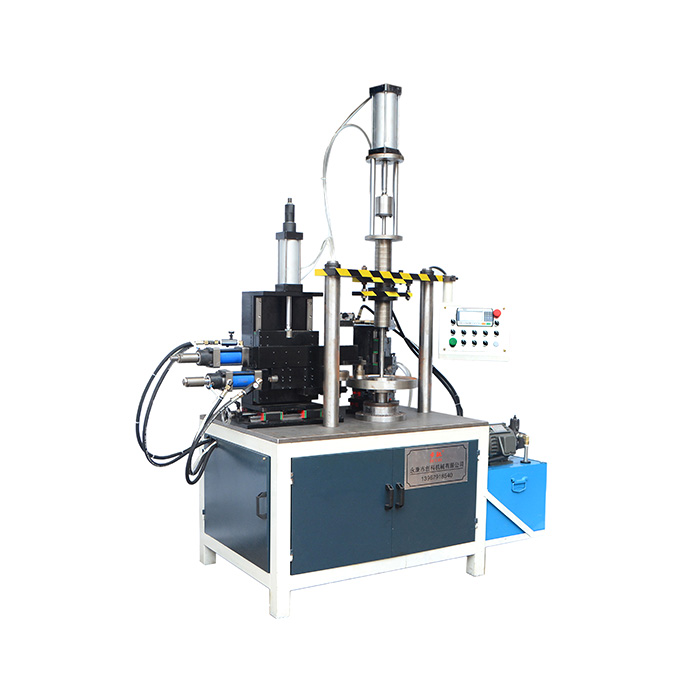
卷边机的输送结构怎么进行调整? 输送机构的调整机构。卷边机生产是整个制桶流水线中关键的一个环节。提高卷边机的生产效率。最大程度地发挥其效能,便能大大地提高整条生产流水线的节奏,产生更大的经济效益、要做到这点,除了主机的因素外,板式输送链的位置重复精度也悬非常重要的。钢桶半成品是以输送链上的滚轮为支承点而确定中心位置的,输送链的位置误差必然使钢桶半成品在卷边时,不能被钢圈快速顺利地夹持,而打乱正常的操作节奏,需要用操作手法上选行弥补,从而使整个节拍减慢。调整一般应先从张紧装置开始,板式输送链经过长时期运行之后,各链片开始出现磨损,使链条的节距发生变化,通过调节被动轴轴座的顶紧螺丝,用于调节轴座的位置,可以补偿节距的变化。
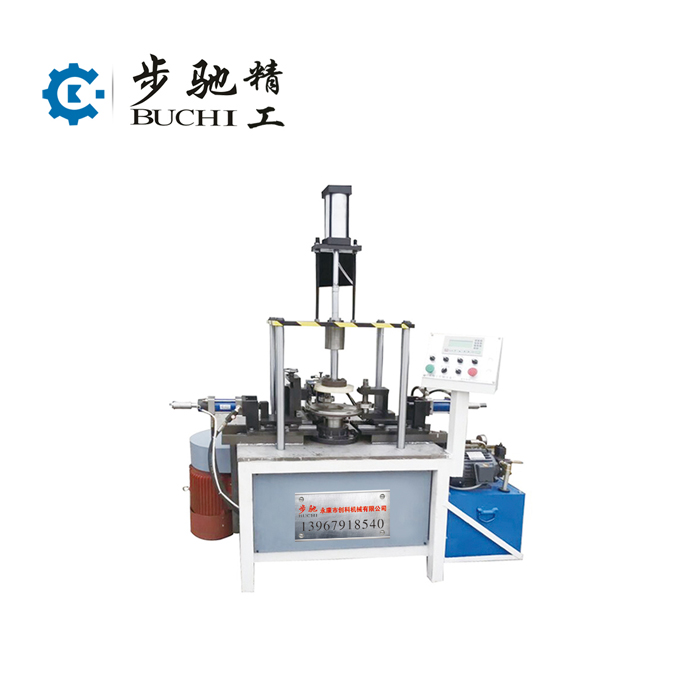
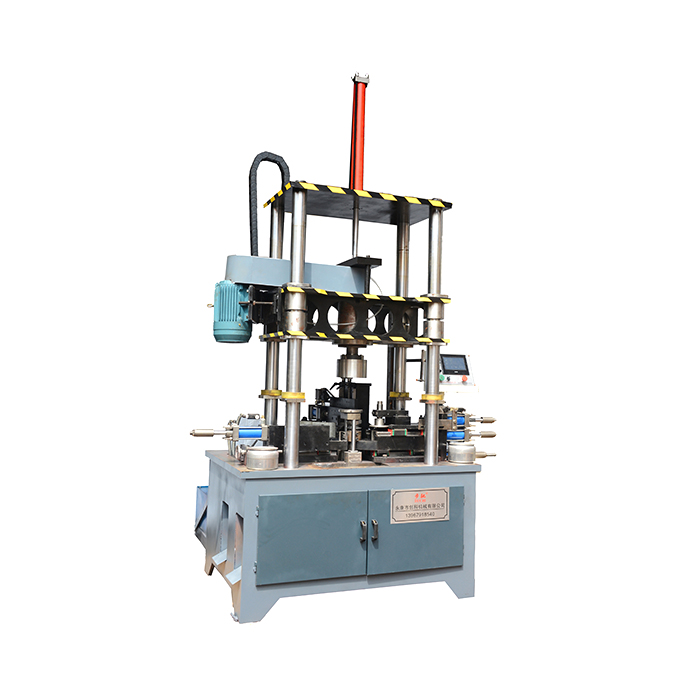
自动卷边机卷边后桶身与卷部位之间的连接部分一般要有一定的圆弧过度,这个圆弧半径的大小有时是导致卷边裂的主要因素。圆弧半径越大时,变形力较为缓解,相对延长了变形时间,有利于卷边力的均匀传递,破裂就不易发生;如果圆弧半径太小,变形来得突然,变形力传递不急,变形时间太短,破裂就容易发生。在生产实践中,由于这个原因而引起的卷边裂问题是较多的,必须引起重视。