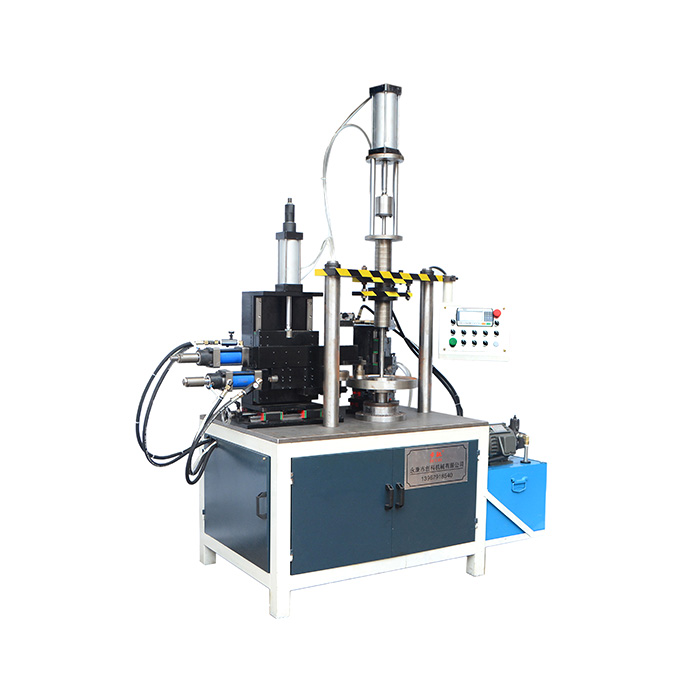

卷边过程进行的时间也是影响卷边裂的因素之一。传统的模具冲压卷边,过程较快,变形时间过短,变形力传递慢,容易产生破、裂;所以采用滚压卷边的方式,生产效率较高,由于卷边力是匀速传递的,就像双动压力机拉伸一样,产生破裂的可能性极少。在相同材料和前道工序的情况下,滚压卷边引起卷边裂的情况最小。
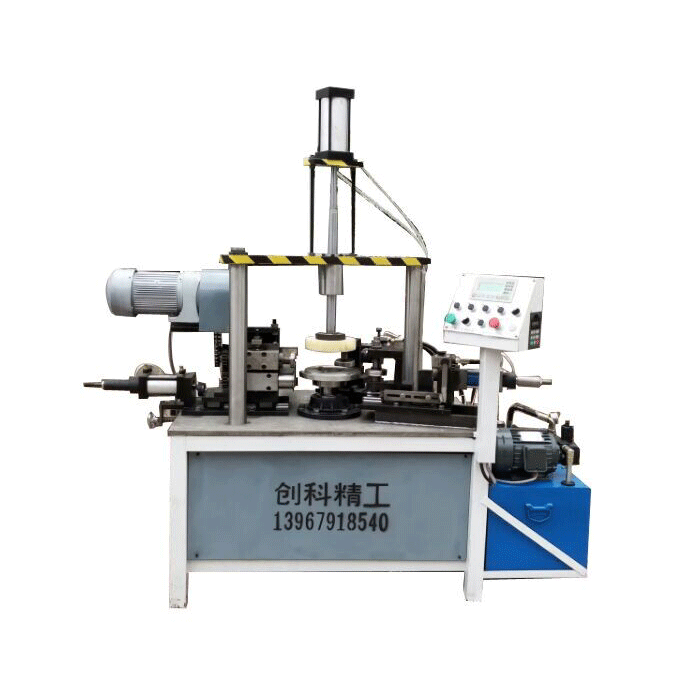
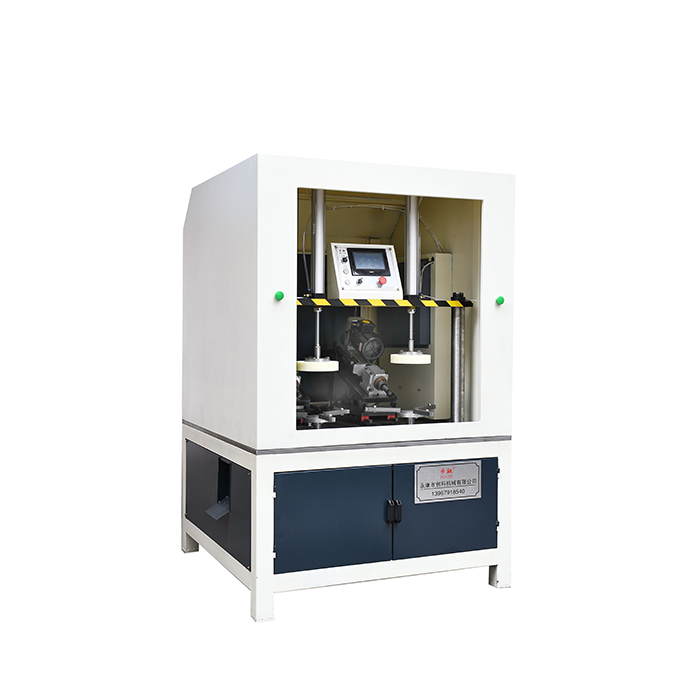
在卷边机上开始作业时,必需查看有无保护设备和围护物以及它们固定得是不是结实。还必需空试转一下卷边机,查看全部机械的协同运动是不是正确。必需把一切发现的有毛病的地方告之工长。 在卷边机作业时,不得用手去挂接和滚动部件,由于手能够落入而受伤。 只许在卷边机完全中止时替换工件、安顿和固定加工部件、清洁和光滑卷边机、搜集刨片和铁屑。只许用刷子或铁钩打扫刨片,避免伤手。 作业结束后,有必定关停卷边机,把成品收拾到必定的当地,打扫、光滑并详尽查看设备,在发现设备或围护设施有差池时,应把此状况告之工长。还有必定把自个作业的地方加以打扫和整肃。
抛光砂光机可大大节省人力、物力减轻人的疲劳强度,不受气候变化影响降低出产成本,确保产生质量的完成。由于目前自动化程度的不断提高,生产过程中的投料、收放都比较简单,人员安全有保障;同时对抛光品质易控制、均匀率高、光洁亮丽,尤其一些较重的工件。人手无法操作完成,以及要求平直度高,同深度好。表面镜面纯度高的产品,只有通过抛光砂光机方能完成。人工是无法替代的,总之在现代智能化社会,由设备取代人手操作已是不可逆转的潮流,也是工厂现代化生产自然趋势。