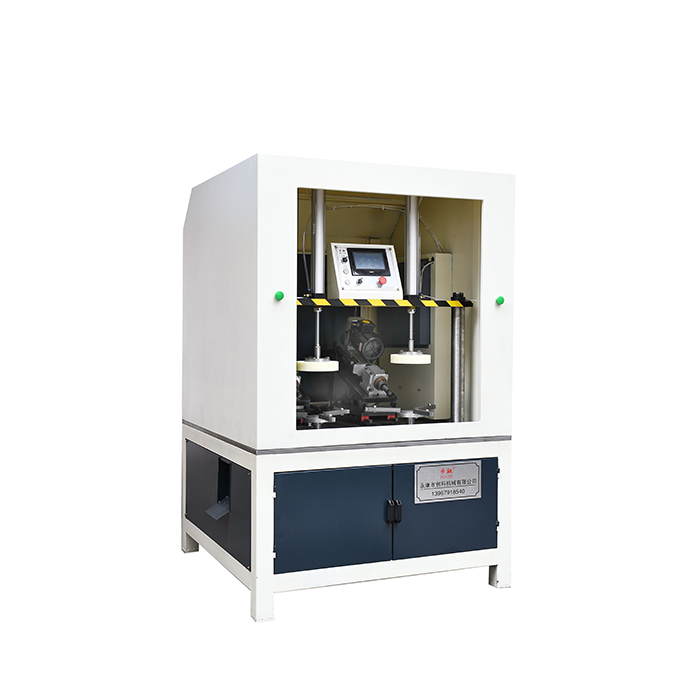
抛光砂光机可大大节省人力、物力减轻人的疲劳强度,不受气候变化影响降低出产成本,确保产生质量的完成。由于目前自动化程度的不断提高,生产过程中的投料、收放都比较简单,人员安全有保障;同时对抛光品质易控制、均匀率高、光洁亮丽,尤其一些较重的工件。人手无法操作完成,以及要求平直度高,同深度好。表面镜面纯度高的产品,只有通过抛光砂光机方能完成。人工是无法替代的,总之在现代智能化社会,由设备取代人手操作已是不可逆转的潮流,也是工厂现代化生产自然趋势。

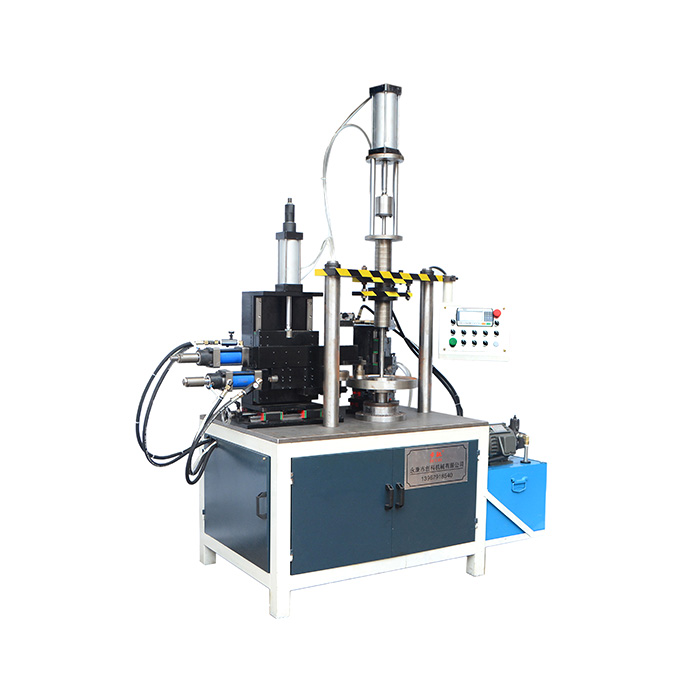
砂光机不正确操作带来的砂带跑偏:一般由于调整不当引起,正常的砂带摆动应该是摆幅为15-20mm,摆频为15-20次/分,摆速适中且摆进摆出速度一致。如果处在非正常状态,时间一长,可能出现跑偏现象,尤其是摆进摆出速度不一致,更易引发异常停机现象;光电开关损坏、电磁阀损坏、摆动气缸缸损坏。吸尘不佳,粉尘浓度高都会影响光电管正常工作,也引起砂带跑偏;应及时更换损坏的配件,改善除尘成果。

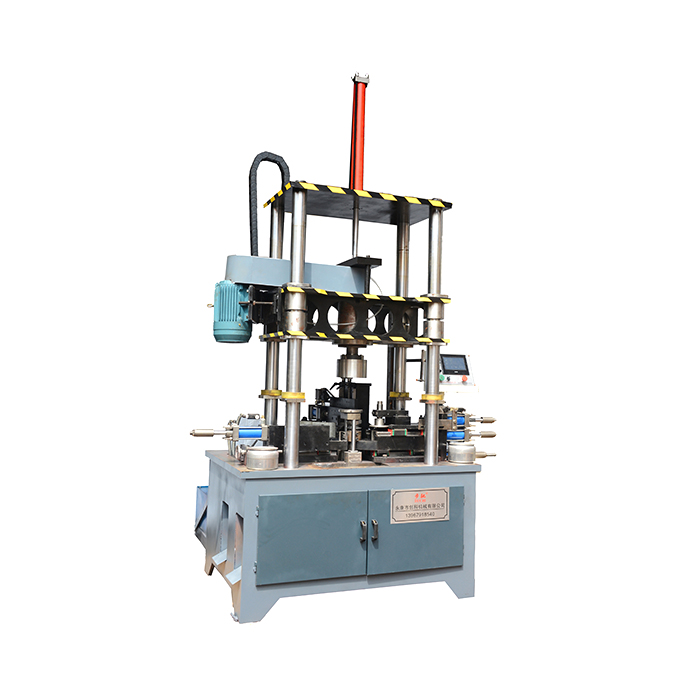
大批量生产轴承钢球时,常采用滚筒抛光的方法。 粗抛时将大量钢球、研磨液和磨料放在容器中,机器启动后,使钢球与磨料等在筒内随机地滚动碰撞以达到去除表面凸锋而减小表面粗糙度的目的,可去除0.01毫米左右的余量。精抛时在木桶中装入钢球和精抛磨料、光泽剂,再次研磨相应时间可得到耀眼光亮的表面。精密线纹尺的抛光是将加工表面浸在抛光液中进行的,抛光液由粒度为W5~W0.5的氧化铬微粉和乳化液混合而成。