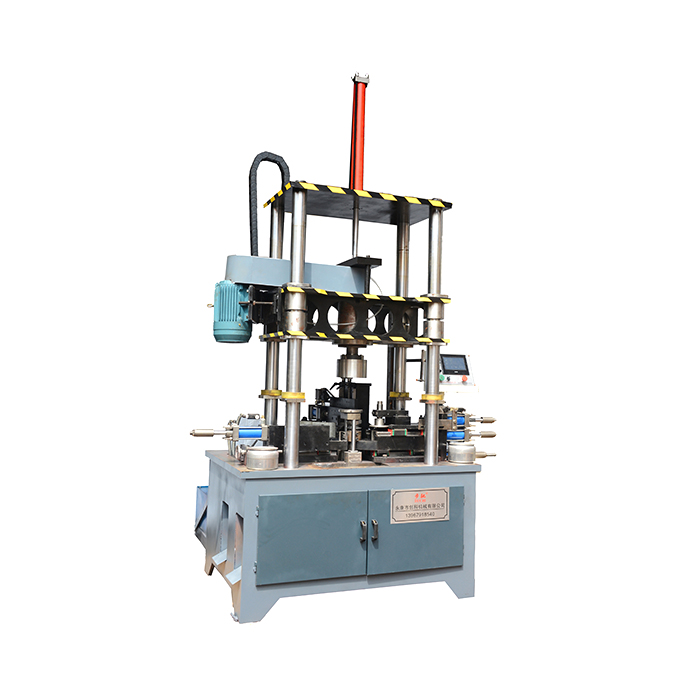

卷边机的输送结构怎么进行调整? 输送机构的调整机构。卷边机生产是整个制桶流水线中关键的一个环节。提高卷边机的生产效率。最大程度地发挥其效能,便能大大地提高整条生产流水线的节奏,产生更大的经济效益、要做到这点,除了主机的因素外,板式输送链的位置重复精度也悬非常重要的。钢桶半成品是以输送链上的滚轮为支承点而确定中心位置的,输送链的位置误差必然使钢桶半成品在卷边时,不能被钢圈快速顺利地夹持,而打乱正常的操作节奏,需要用操作手法上选行弥补,从而使整个节拍减慢。调整一般应先从张紧装置开始,板式输送链经过长时期运行之后,各链片开始出现磨损,使链条的节距发生变化,通过调节被动轴轴座的顶紧螺丝,用于调节轴座的位置,可以补偿节距的变化。

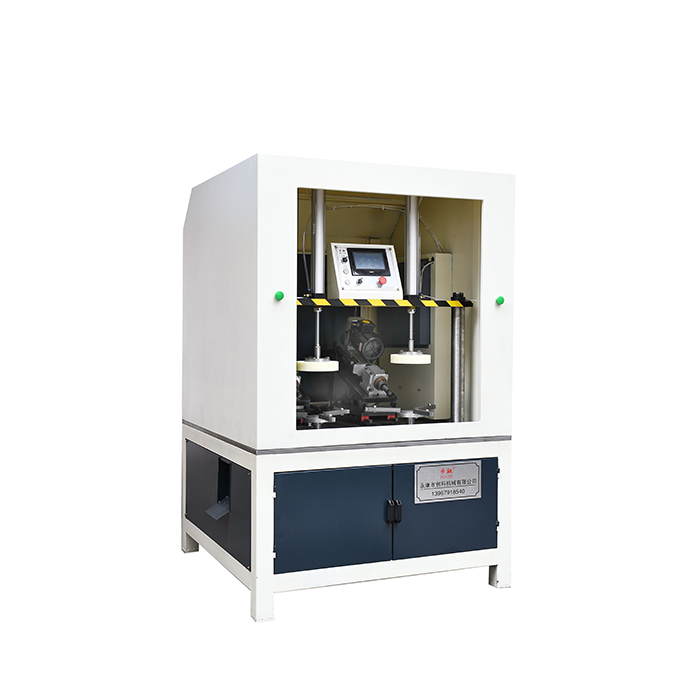
砂光机和拉丝机很多人都不知道它们的区别在哪,甚至很多人认为它们的用处是一样的,其实不是这样的,砂光机主要用于产品表面抛光,由于砂带机的等技术的持续发展,砂光机抛光在金属加工行业上的作用变得无可取代。有了先进的砂带抛光设备,诸如表面抛光、圆形抛光、修整抛光和研磨、半径抛光、倒棱和去毛刺等的金属加工任务均可得到圆满的完成。

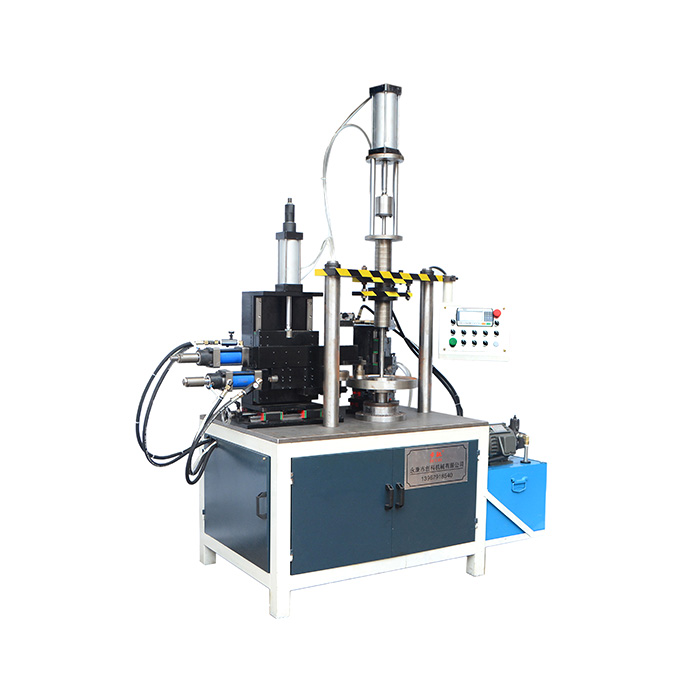
卷边过程进行的时间也是影响卷边裂的因素之一。传统的模具冲压卷边,过程较快,变形时间过短,变形力传递慢,容易产生破、裂;所以采用滚压卷边的方式,生产效率较高,由于卷边力是匀速传递的,就像双动压力机拉伸一样,产生破裂的可能性极少。在相同材料和前道工序的情况下,滚压卷边引起卷边裂的情况最小。